

系統架構

手動按鈕與燈號一體機(圖一)
手動按鈕與燈號分體機(上圖二)
利用四色燈採集次級數據 舊設備也能打造機聯網
蒐集機台上的四色燈資訊,也可以做到基礎的智慧製造。

礙於投資報酬率,對於製造業者而言,生產設備理應能用多久就用多久,直到故障報廢為止, 這使得至今許多工廠內仍留存許多不具備聯網功能的舊設備,然而因應智慧工廠興起, 許多工廠也開始嘗試導入相關解決方案,但由於既有的機台設備不可能全面換新,如何讓既有機台設備聯網將會是其中的關鍵。 三色燈聯網機聯網的目的主要在於可進行生產線數據的擷取。 就生產線上的數據採集而言,大致可分為直接採集與間接採集兩種。直接採集, 顧名思義即擷取貨真價實的生產參數,而間接採集則是透過次級資料進行交叉比對後所得的結果, 兩者的差異在於數據對於事件的精準度。 製造業者在考慮導入智慧製造解決方案的同時,必然考慮是否符合投資報酬率,雖然在直接採集數據的做法上, 透過感測器或擷取機台參數是最準確可行的辦法,然而裝置感測器也為另一投資成本,雖然感測器的成本逐年下降, 但對於業者而言在設備投資上必然是能省則省,如能在不更動原有設備的情況下擷取生產數據便是最好的辦法。 像在電子製造廠房內,三色燈顯示機台設備正常運作、警告以及無法運作的三種訊號,光是將三色燈的資訊加以整合, 就可以看到機台設備的稼動率 ,並不見得要導入全新的智慧機械。若再將訊號跟ERP整合,甚至可進一步掌握產量統計。 精機中心智慧整合開發部經理姚XX則指出,利用三色燈訊號,除了可監控機台稼動率之外, 也可以將其應用在生產進度的控管方面。他舉例,像是在統計工件數量方面,可先藉由改機的方式, 修改機台的加工程序進行自動統計,再將數據自PLC控制器中擷取出來。若設備本身無法經由改機, 就可以利用三色燈訊號代表其作業時間,用以比對加工完1個工件所需的時間,進行產量的統計。 系統組合包含1.設備下位機--智慧型信號擷取器,有4個接口可以判讀四色燈號各種狀態, 並且判讀各色燈的組合狀況,雙燈或以上同時動作,採用 1.pocsag無線通信協議 2.HGP2018VB燈號擷取及傳送設備,有獨立的ID可以自由設置名稱/辨別位置 3.網路傳呼接收器--接收來自傳呼按鈕的信息 5.中央圖控處理軟體,接收並處理各信息,來自設備端/人員按鈕/系統網路端,紀錄 儲存並透過網路傳呼發射器,將各種信息傳送給相關人員

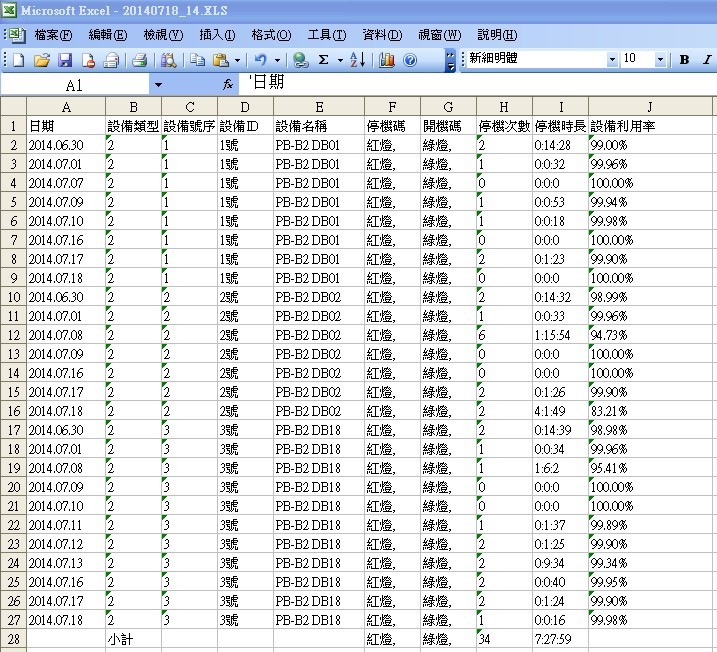
設備稼動率搜尋統計
文字接收機與字幕機


也可以在相關地點架設跑馬燈 可以顯示與系統相同的文字內容
案例
北澤(KITZ)/儒億/緯恩/矽品/聚惠/台灣松下/國瑞汽車/校園學校..等等

